The path planning algorithm is an essential part of the palletizing software. It calculates the optimal movement from the pickup position to the pallet position (MoveTarget). These calculations are performed dynamically when the robot moves one or more boxes from the pickup to the pallet position.
| Info |
|---|
...
Movement when placing box: Pickup position → Box free height → Smart Exit → Extra waypoint (max. 3) → Approach Position → Target Position |
| Info |
|---|
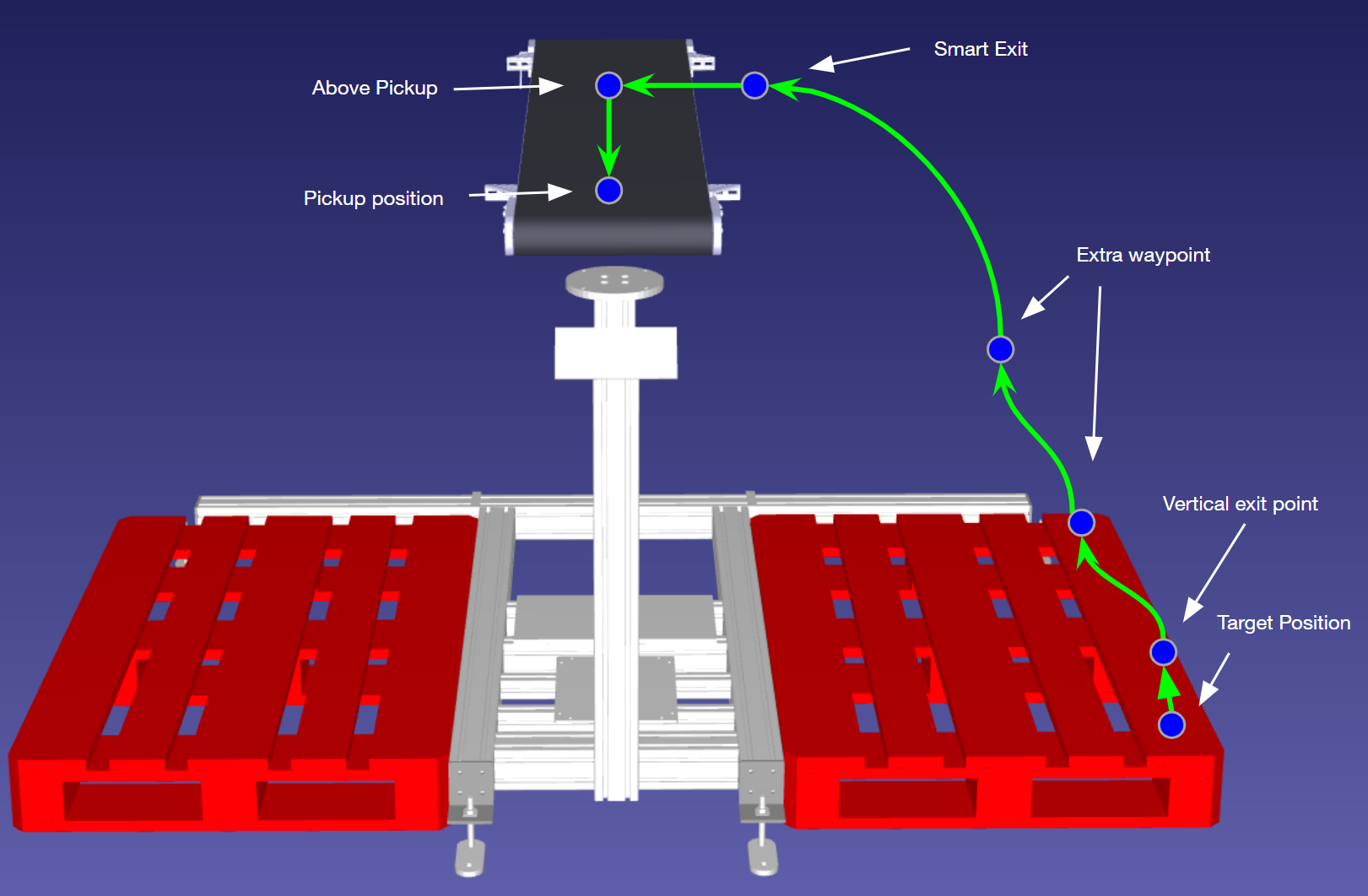
Robot movement when travel back to grab new box: Vertical exit point → Extra waypoint → Smart Exit → Above pickup -->Pickup position |
The path starts with a position above the pickup point to ensure the gripper moves vertically down against the box surface. 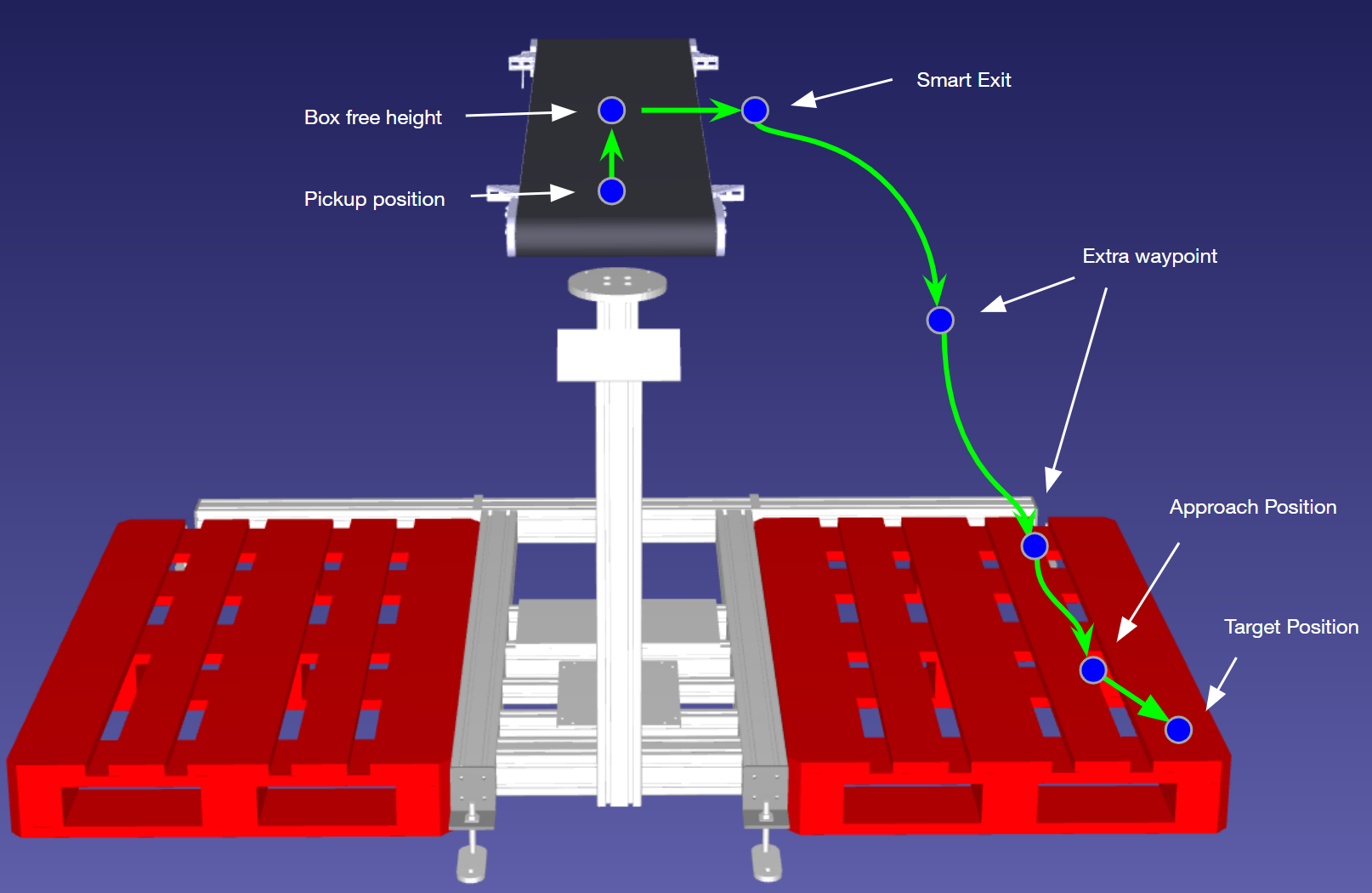
The path starts from Pickup position and uses MoveL to Box free height. Next path is moving into Smart Exit with MoveJ. Between Smart Exit and Approach Position Pally is potentially dividing the move into several waypoints to avoid a long MoveJ. From Approach Position the move is performed with MoveJ to Target Position.
| Expand | ||
|---|---|---|
| ||
After picking the products, the robot moves vertically up until the box is removed from between the side guides. Depending on the current pickup and target positions, this is followed by one or more waypoints in order to move and rotate the box(es) without collision to the robot base or the existing boxes on the pallet. The approach position is the last waypoint in the proximity of the final target position. The robot uses lower acceleration and speed from the approach to the final target position to improve the pallet accuracy. |
| Info |
|---|
Movement when travel back to grab new box: Vertical exit point → Extra waypoint → Smart Exit → Above pickup -->Pickup position |
| Info |
|---|
Extra waypoints is added to avoid long MoveJ moves |
| Info |
|---|
Note: To ensure a smooth palletizer experience, all inputs of the production line should be carefully measured. |
. |
...
The secondary path planning algorithm is effective when the primary algorithm does not find a smart exit position from where a direct linear movement is possible. In this case, the box is moved above all other boxes, and then lowered vertically to the target position, see Figure 5. This path is normally longer than a direct linear movement, and hence more time demanding.
...